
まず第一に、多層共押出抵抗ダイヤフラムはプラスチックフィルムです。プラスチック製品の分野では、通常、厚さ0.2mm未満の平らなプラスチック製品をプラスチックフィルム、厚さ0.2~0.7mmのものをプラスチックシート、厚さ0.7mmを超えるものを板と呼んでいます。多層共押出抵抗ダイアフラムは、一定のガスバリア性能を備えていなければなりません。ここでいうバリアとは、小分子ガスや臭気に対するプラスチック製品(容器、フィルム)の遮蔽能力を指します。プラスチック製品の透過率を測定する場合、通常はガス透過率を使用します。PE、PPなどの一般プラスチックはガス透過率が大きく、つまりガス透過性が悪いのに対し、PA、PVDC、EVOHなどの樹脂材料は一般プラスチックに比べてガス透過率が非常に低く、ガス透過性が良好です。したがって、通常、多層共押出フィルム多層共押出抵抗膜としてPA、PVDC、EVOHのうちの少なくとも1種の樹脂材料を含むことを特徴とする請求項1に記載の耐振動板。PE、PA、TIE、EVOHなどの樹脂は、乳製品、ジャム、肉製品などの真空包装に使用できます。

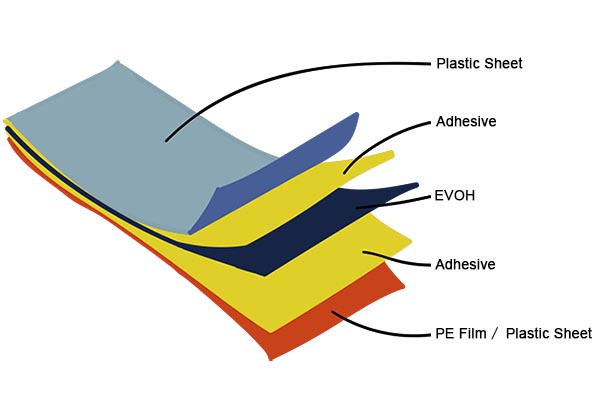
多層共押出フィルムほとんどの場合、バリア層としてPAまたはEVOH、サーマルシール層としてポリエチレンを備えたABCBA5層対称構造を採用しています。接着樹脂は、接続されていないバリア層とサーマルシール層を分離するために使用されます。PAやEVOHは湿気に非常に弱く、ポリエチレン層で保護されており、優れた酸素バリア性能が最大限に発揮されています。一般に、の構造は、多層共押出フィルムフィルムの機能要件によって異なります。プロセス要件を満たすことを前提として、さまざまなポリマーを組み合わせることで、バリア、ヒートシール、本体強度、熱破壊、環境適応性、二次加工特性、保管期間と有効期限の延長などの包装材料の機能要件を満たすことができます。機能要件の観点からは、5 つのポリマーの組み合わせで十分です。しかし、共押出複合フィルム7 層、9 層、11 層以上の層が市場で適用されており、それがトレンドとなり、急速に発展しています。共押出フィルムの構造設計は、機能、技術、コスト、環境保護、安全性、二次加工を統合した理想的な状態を達成するために徐々に要求されています。
1. コスト比較
高価なポリマーの代わりに安価なポリマーを表面に使用することで製品コストを削減でき、イオン鎖ポリマーのヒートシール性能と高い耐湿性を備えています。同じバリア性とヒートシール性を備えた素材の場合、7 層共押出インフレーションフィルムの方が 5 層フィルムよりも経済的です。
2. バリア
バリア層に単一のポリマーの代わりに 2 つの異なるポリマーを使用すると、バリア特性を大幅に向上させることができます。例えば、EVOH層と一般的なナイロン素材を組み合わせると、PAの浸透性を維持できるだけでなく、EVOH層がPAアミンの2層で挟まれているため、EVOHの強度が向上し、EVOHの耐クラック性も向上します。 5層共押出フィルムでは実現できない高バリア性フィルム。EVOH を追加するコストの増加は、構造の総消費量に追加される可能性があります。20%PA構造の5層共押出フィルムの酸素透過率は3.5単位であるが、同じ条件下で7層フィルムに添加したEVOHの透過率は0.13単位である。
3.耐クラック性
より多くの層を備えた PA 共押出フィルムの特性は改善できます。例えば、追加の接着層を使用すると、フィルムの水蒸気バリア効果が増加するため、フィルムのバリア性能を向上させることができます。同時に得られるもう一つの利点は、フィルムをより柔らかくし、感触を良くし、耐クラック性を良好にすることができることである。
ポリマー合成技術の継続的な進歩により、独特の物理的および機械的特性を備えた新しいポリマーが、包装のニーズを満たすために広く使用されるようになりました。機能と構造多層共押出複合基材フィルム柔軟性と経済性が向上します。複合構造のユニークで効果的な設計と組み合わせた成形設備と技術の応用と改善を通じて、フィルムメーカーは包装機能の多様化、包装構造の合理化、および包装構造の合理化という概念の追求と思考様式において革命的な役割を担うことになります。パッケージングの利点を最大化します。
投稿時間: 2023 年 4 月 17 日